

2023-07-12
 Notre programme de robot d'ABB se compose principalement des modules à trois modules :
Notre programme de robot d'ABB se compose principalement des modules à trois modules :
1. Admin
2. programme d'action propre à une machine (nous l'appelons le travail)
3. écrivez RegPos (utilisé comme marqueur après exécution d'une position spécifique dans le travail)
Dans la partie ci-dessus du programme, nous avons principalement modifié le module 2module, qui inclut beaucoup de travaux, et chaque travail est un programme spécifique qui met en application le mouvement de position de robot.
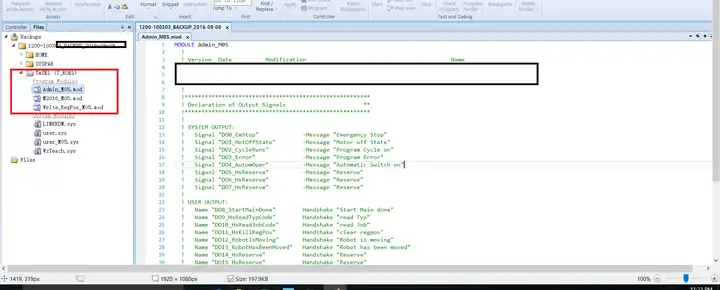
N'importe quel programme a un point de saisie de programme, et ainsi faites les programmes de robot. Et l'entrée à notre programme de robot est dans le programme d'Admin. Le code source du programme d'Admin principal () est comme suit. Svp note que nous avons vu PROC principal (). L'unité de programmation pour des robots d'ABB est la procédure, abrégée comme PROC. La procédure principale pour ce programme d'Admin est fondamentalement après création d'une nouvelle machine :
PROC principal ()
RELIEZ le fTCPSpeedHigh à IGenRobotMoving ;
RELIEZ le fTCPSpeedLow à IGenRobotMoving ;
ISignalAO virt_TCPSpeed_Robot1, AIO_ABOVE_HIGH, 0,02, 0, 0, fTCPSpeedHigh ;
ISignalAO virt_TCPSpeed_Robot1, AIO_BELOW_HIGH, 0,015, 0, 0, fTCPSpeedLow ;
SI OpMode () =OP_MAN_PROG PUIS
TPErase ;
TPReadFK FunkTaste, « les travaux choisis de mouvement par mode manuel ? », "", "", "", « non », « oui » ;
SI FunkTaste=5 ALORS
Manuel ;
AUTREMENT
TPErase ;
TPWrite « robot se déplaçant en mode manuel » ;
TPWrite « communication avec le Maître-PLC » ;
ENDIF
AUTREMENT
TypNum : =0 ;
JobNum : =0 ;
Funktaste : =0 ;
ENDIF
Initialisez ;
SpeedLimiter ;
pStartingPoint : =CRobT (outil : =tool0 WObj : =wobj0) ;
regStartingAngleX : =EulerZYX (X, pStartingPoint.rot) ;
regStartingAngleY : =EulerZYX (Y, pStartingPoint.rot) ;
regStartingAngleZ : =EulerZYX (Z, pStartingPoint.rot) ;
regStoppedAngleX : =EulerZYX (X, pPointAtStop.rot) ;
regStoppedAngleY : =EulerZYX (Y, pPointAtStop.rot) ;
regStoppedAngleZ : =EulerZYX (Z, pPointAtStop.rot) ;
SI (pPointAtStop.trans.X>= (pStartingPoint.trans.X+regTransDiff) OU
pPointAtStop.trans.X pPointAtStop.trans.Y>= (pStartingPoint.trans.Y+regTransDiff) OU<>
pPointAtStop.trans.Y pPointAtStop.trans.Z>= (pStartingPoint.trans.Z+regTransDiff) OU<>
pPointAtStop.trans.Z (regStoppedAngleX>=<>
(regStartingAngleX+regRotDiff) OU
regStoppedAngleY>=<>
de regStoppedAngleX (regStartingAngleY+regRotDiff) OU
regStoppedAngleZ>=<>
de regStoppedAngleY (regStartingAngleZ+regRotDiff) OU
regStoppedAngleZ<>
pPointAtStop.robconfpStartingPoint.robconf ALORS<>
Placez DO13_RobotHasBeenMoved ;
ENDIF
TANDIS QUE di8_HsStartMain=0 FONT
SetGO DO32_39_HsStepCode, 0 ;
WaitDI DI10_ReadJobCode, 1 ;
VelSet DI40_47_Override, 7500 ; ! La vitesse est placée à maximum
SetGO DO24_31_HsJobCode, DI24_31_JobCode ;
SetDO DO10_HsReadJobCode, 1 ;
WaitDI DI10_ReadJobCode, 0 ;
SetDO DO10_HsReadJobCode, 0 ;
! Appel Jobprogram
CallByVar le « travail », DI24_31_JobCode ;
ENDWHILE
ENDPROC
Ce programme est un peu longtemps, et je ne veux pas le présenter trop. Je veux principalement parler de la dernière section du programme, parce que cette section est l'exécution de la façon dont le robot appelle le programme du travail dans le deuxième module en déplaçant sa position. Je pense qu'est également ce ce que la plupart des personnes qui veulent se renseigner sur des programmes de robot veulent pour connaître et comprendre les la plupart :
Premièrement, le premier verdict TANDIS QUE di8_ HsStartMain=0 FONT
La poignée de main “canalisation des moyens de “DI8_HsStartMain” de note qui de début faite”
Ceci signifie que quand le signal HsStartMain de Bool de l'entrée numérique est 0, il signifie que la canalisation n'a pas été démarrée encore. Nous devons nous exécuter tandis que faire pour accomplir tout le code. Il y a tout à fait quelques codes ici, et je donnerai un exemple, tel que le second
WaitDI DI10_ ReadJobCode, 1 ; La signification de la variable « DI10_ReadJobCode » d'annotation est la poignée de main de signal de poignée de main « le travail lu » du PLC.
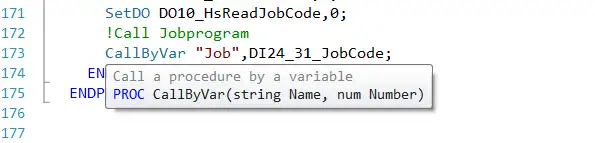
Ok, ainsi comment exactement fait-il des robots exécuter les divers travaux ? Ne vous inquiétez pas, cela est il :
! L'appel Jobprogram est juste un commentaire
CallByVar le « travail », _JobCode de DI24_ 31 ; Ce verdict est l'essence.
Envoyez-votre enquête directement nous

